
�a(ch��n)Ʒչʾ
| PRODUCT(li��n)ϵ�҂�
| CONTACT��˾�����������д�W(xu��)��·��̸�6̖��10��/11��
���a(ch��n)���أ�����ʡ�����Ё����(zh��n)���ù��I(y��)�@�^(q��)
� Ԓ�� 0371-56777921
�S��ֱ�N��139-3717-0928
�]�䣺3491492646@qq.com
���Į�(d��ng)ǰλ��:��� > ���ӑB(t��i) > �a(ch��n)Ʒ֪�R > ����
����
���U�ÊW˹���ؠt���ͻ���Ͻ�B
�l(f��)���r�g��2022/7/11 16:05:25 �c(di��n)���ʣ� ��Դ:���X�u�S�� ���ߣ��sʢ�Ͳ��W˹���ط��۟����g(sh��)���V����(y��ng)���ڸ��N������ȡ�^�����������۟��~���V�a(ch��n)���~���ֱ���۟����U�V���a(ch��n)���U���۟��a���V���a(ch��n)�a��Ҳ����̎��ұ���S�ĸ��N���ϼ������ϵ����W˹���ط������۳�(n��i)�����w���t�ϡ�?d��)��w֮�g��ɏ�(qi��ng)�ҵĔ����c��������(qi��ng)���������f���|(zh��)�����f�ͻ��W(xu��)����(y��ng)���ʣ��Ա���ȼ����������a(ch��n)��������a(ch��n)���^�ߵĽ�(j��ng)��(j��)Ч�����W˹���ط��ć����Qֱ���]�������Ӄ�(n��i)�������Y(ji��)��(g��u)�^���������t�ӳߴ���^�o�������w�O(sh��)�了����
�W˹���ؼ��g(sh��)����ԭ��ِ�_�۟����Ͱ��_�۟����Ļ��A(ch��)�ϣ��M(j��n)���˴����đ�(y��ng)���Լ��g(sh��)�_�l(f��)���e�������ˇ��������Ͳ��ʹ?f��n)t��(n��i)�������ȼ���L(f��ng)����ֱ�ӏ�ͬһ֧��������t��(n��i)��ʹ�۳��Ϸ��Ľ��������δ��ȫȼ����̼�|(zh��)�w�����Գ��ȼ�������ɼ��Ҕ��ӵ����w�����������^����ȵ���ߠt��(n��i)����(y��ng)�ğ�Ч����ͬ�rҲ�����˟������|(zh��)��
�W˹���ؠt�Y(ji��)��(g��u)���ɠt�����t�r���t�����t�����t��������������A�ּܼ������b���������b�á����������Լ��a(ch��n)Ʒ�ų��ڵȽM�������������O(sh��)Ӌһ�DZ��C����ͨ�������DZM����ֹ�Y(ji��)���������Ҵ_���l(f��)���Y(ji��)�����������������ĽY(ji��)��(g��u)��ʽ�ЃAбʽ�ʹ�ֱʽ��������(n��i)�r�ͻ������Ŀ����ʹ�M(j��n)�럟���������������ص��t��(n��i)���Aбʽ�����Y(ji��)��(y��n)�������Ҳ�����������ֱʽ����������偠t�ܟ����һ�������@�N��ʽ�ğ�����(n��i)�ڜضȵ͡����m���Y(ji��)�����Y(ji��)����Ó������������
�W˹���ؠt�۟��ٶȿ������a(ch��n)�ʸ������O(sh��)Ͷ�Y�������a(ch��n)�M(f��i)�õͣ�ԭ���m��(y��ng)�ԏ�(qi��ng)���c�����O(sh��)�������`�������㣬�����������Ԅӻ��̶ȸߣ�ȼ���m��(y��ng)�����V�������õĄڄ��l(w��i)���l�������Ǡt�����^������������Ҫ�ò��ͻ���Ȼ�����r���^�F��
1���W˹����?z��)��U�۟���ˇ����
1��܇�g����
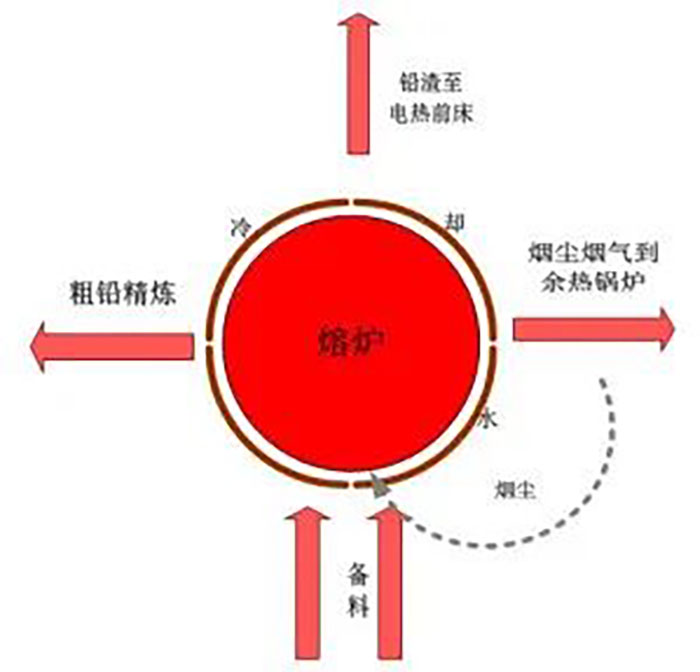
�DƬ�D1ע�����U�۟�܇�g����
2�� ���U�۟���ˇ����
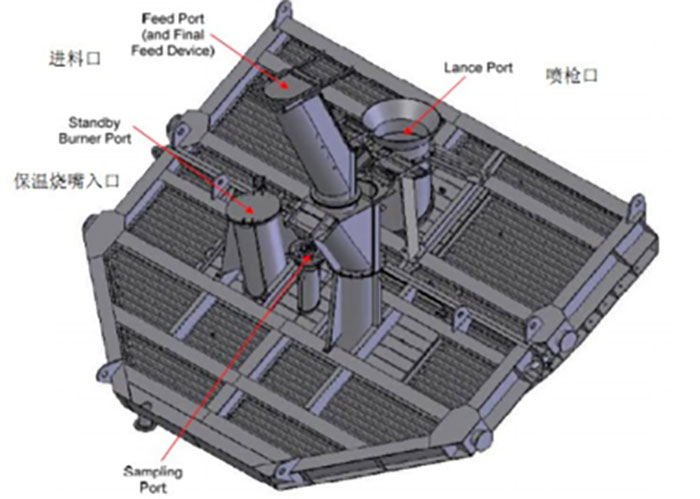
���U�۟���ˇ������D2��ʾ���ɈD2��֪���ڵ�һ�A�Σ��۟������U���V���U�����Լ������U������϶��������Լ�ʯ��ʯһ�����ӵ��t��(n��i)��ȼ��ú�������՚⡢���������Լ����o(h��)��ͨ�^�����M(j��n)�й��o�������A�εğ��m�����۟��A�μ�����
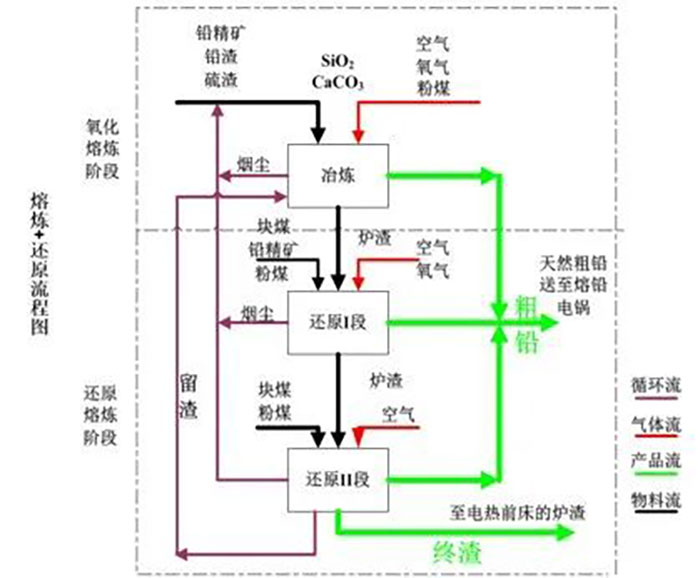
�DƬ�D2ע�����U�۟���ˇ����
�U�����Լ����U40wt.%�Ě��������@һ�A�ήa(ch��n)������(d��ng)���ٱ��A�����ų���������������һ�A�η���(y��ng)����(d��ng)�t��(n��i)���������_(d��)�����ޕr���o�ϕ���ͣ���۳ؕ����ͣ����ͨ�^�����U���V�c�Kú��߀ԭ1�����S��ֻ�����ӉKú��߀ԭ2�����ڴ˃ɂ�߀ԭ�A�Σ������е������U�����p���γ��U�����������е��U�������^�̽Y(ji��)�������40wt.%����5wt.%������߀ԭ���������ϕr����D3��ʾ��
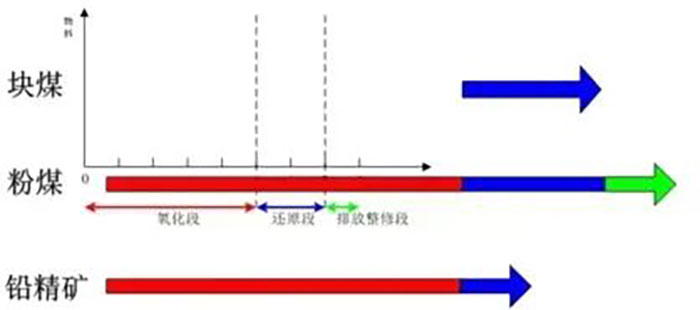
�DƬ�D3ע������߀ԭ���������ϕr��
2���W˹���ؠt�Y(ji��)��(g��u)�śr
�W˹���ؠt�Y(ji��)��(g��u)��D4��ʾ���֞������֣��ױڣ������t�����ŷſڣ����ϱں��F�w���t����䓰�܈�ɲ�����(j��)�O(sh��)Ӌ�ߴ纸����픲����������ڡ��M(j��n)�Ͽ������ß������ȡ�ӿں�����偠t������D5��ʾ��
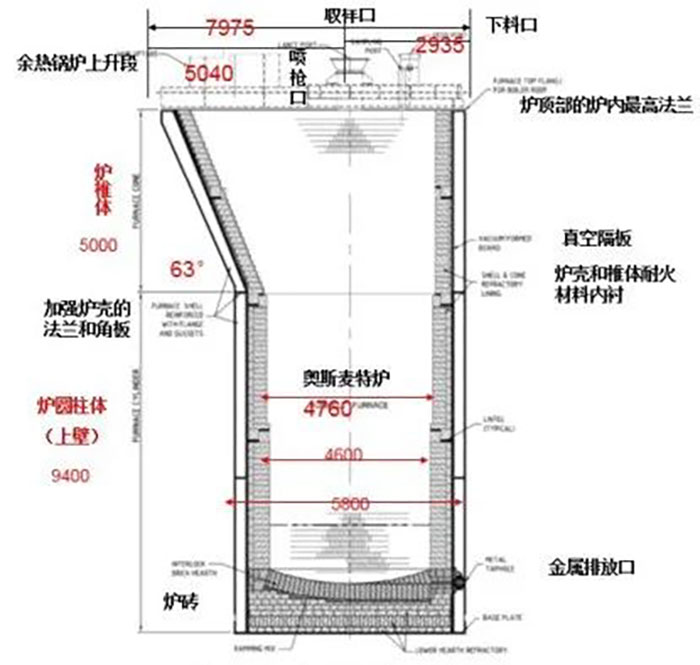
�DƬ�D4ע���W˹���ؠt�Y(ji��)��(g��u)ʾ��D
�DƬ�D5ע���W˹���ؠt�t�ʾ��D
���е��ܟ��涼�r���ͻ�u���t���ײ���Ҫ�ɸ�ճ���|(zh��)�ͻ�u�͓v������M�������˳������܇��^(q��)�����t�����w�������ⲿ������ɴ�ֱ�ܺ����ڱ����ˮ��ʽ���t���²���һ�������ں�һ�����U�������p���ܣ��Ǵ�ֱ�ܣ����@���t�w�ɸY(ji��)��(g��u)֧����
1�� �ŷſ�
�W�t�۟��^�̮a(ch��n)Ʒ��ͨ�^�ŷſ��ų����ŷſڿ�ͨ�^�����ܻ��L(f��ng)怴��_��Ҫ�P(gu��n)�]�����ڿ�ʹ�á��������˹��P(gu��n)�]��ͨ�^���ژ�����ճ���P(gu��n)�]�ŷſ������������ŷſ��������ŷſڡ�
�W�tʹ�õ��ŷſں��Ɍӣ��ⲿ���(n��i)����ˮ���~�������ŷſ������ų��۠t��(n��i)���ۻ���ŷſړ�����sϵ�y(t��ng)���۠t�ŷŕr���ŷſړ����M(j��n)����s����D6��ʾ��
�����ŷſڲ����ﱻ���g�ij̶ȣ����o(h��)ˮ�併�̓�(n��i)���ŷſړ����ķ�����ϵ�ĥ�p��������ֹͣ�ŷź���s�ۻ������Ķ������ŷſ��P(gu��n)�]��
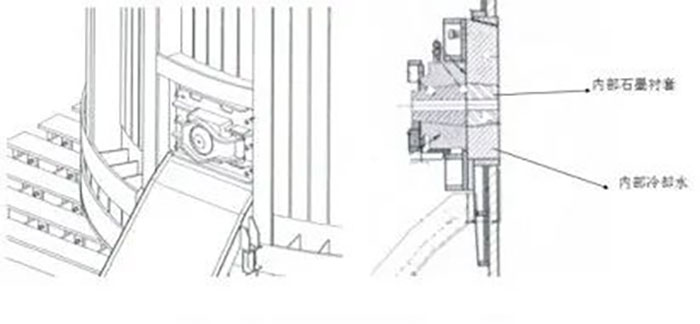
�DƬ�D6ע���W˹���ؠt�ŷſ�ʾ��D
�����ŷſړ����������ܵğ�ѭ�h(hu��n)�dz���ͬ�r�����g��(y��n)�أ��������NJW˹���ؠtĥ�p���IJ���֮һ�����ŷſړ���������M(j��n)��ˮ���ܽ�����ĥ�p��������ܽ����Q�������l�����W�tʹ�õIJ������ɼӹ��^��ʯī�Ƴɣ�������һ�������ɵ�Ш��ϵ�y(t��ng)�������۠t�P(gu��n)�]ǰ���ڡ��o���ŷš��r��ʹ�ý����ŷſ�������ȫ�ŷſڌ��۠t��(n��i)���ۻ���ȫ���ų���
2��늟�ǰ��
늟�ǰ���������ݼ{�W�t�a(ch��n)���ĺ��U5%���ҵĽK�����K����(j��ng)�^���������20��3.162m?��늟�ǰ����늟�ǰ��ʹ�U�M(j��n)һ�����������럟���t�M(j��n)���\���ğ������I(y��)���O(sh��)Ӌ����1.3m�����������U��(j��ng)�U�ŷſ������U������(j��ng)�U�����\(y��n)ע���U������ŷſڶ��ڌ������럟���t�������t�z�ޕrǰ������ͨ�^ˮ��Ѵ���Ȼ��?z��)����t��늟�ǰ��ͨ�^����ʯī늘O�������M(j��n)�б������Դ���Թ��L(f��ng)�C(j��)��10kV����������������r���ضȵĿ�����ͨ�^��������ǰ����늘O��ǰ��׃�����M(j��n)�п�������ֻ늘Oͨ�^λ��9�ߵ���ֻ��P(y��ng)�C(j��)�M(j��n)�п��ơ�
3���L(f��ng)��װ�
�W�t�ײ���֧���ڸ��ϵ���|(zh��)�װ�M�������۠t�O(sh��)Ӌ�Ͱ��b�r�����۠t��|(zh��)�⚤�ܟ���Û���и�ԣ�����ײ�ͨ�^�t���ϰ��b��һ���ͻ�����M(j��n)�и������L(f��ng)���ֹ�װ�����m(x��)�ܟ���l(f��)��׃�Ρ��L(f��ng)������Ȼ�����a(ch��n)�������_�ĸ��ڵײ��՚���ͨ�������Ҫ�eע����ǵײ����ɸ��w���ܷ����]����D7��ʾ��
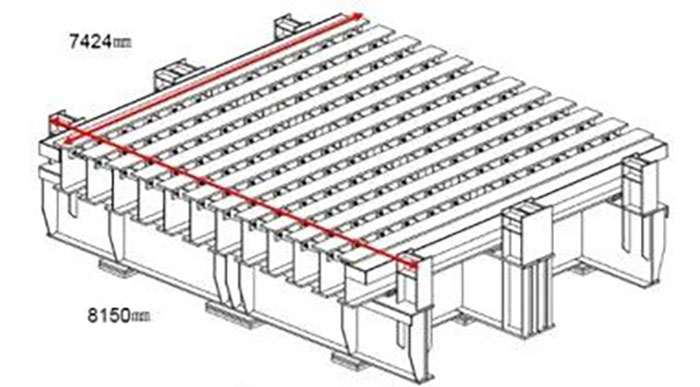
�DƬ�D7ע���L(f��ng)��װ�ʾ��D
4��ˮ���⚤
�۠t��(n��i)��ʹ���ͻ��r����ͬ�r�ⲿ�⚤Ҳ��Ҫ�M(j��n)����s�� �Է�ֹ���m(x��)�ܟ���l(f��)��׃�Ρ��@һ�͏�(qi��ng)�ȵ���s���������������ͻ��r������ğ�����̫��Ӱ�����ֻ����s�����⚤�����桱��һ���Ӡt�������ͻ����ʧЧ����r�±��o(h��)�ⲿ��|(zh��)�⚤���Ķ��鰲ȫͣ�t�A�Õr�g��ˮ���⚤�O(sh��)Ӌ�����˲���ˮ��h(hu��n)·�O(sh��)Ӌ�����������һ���h(hu��n)·ʧЧ��ˮ��ϵ�y(t��ng)߀���^�m(x��)�\(y��n)�У��Ķ����ڿɿؗl���°�ȫͣ�t��
5��Ausmelt ����
�W˹���؇����Y(ji��)��(g��u)��D8��ʾ����(n��i)������ֻ���P�ͬ���ܽM����������(n��i)����ȼ�ϣ���ú���������L(f��ng)�������L(f��ng)����Ͳ�L(f��ng)�����B�ӵ����ڸ��� �Ĺܵ��У��������w�Ͽ��Է֞�ɂ����܅^(q��)���������b�����ϲ��ֺ͇������b�����²��������b�����ϲ����ṩ�˹�ˇ�ܵ����B�ӣ�ԓ���������������̶�������Ҫ��������֧�ΰ��²��Dz��뵽�۠t��ͬ�Ĺ�������ȫ�L20.86m���t��(n��i)�L�ȵ���12.6m�����л����L(f��ng)������������L(f��ng)�����L����Ͳ�L(f��ng)��ֹ���������Ϸ�����ú���������������·���
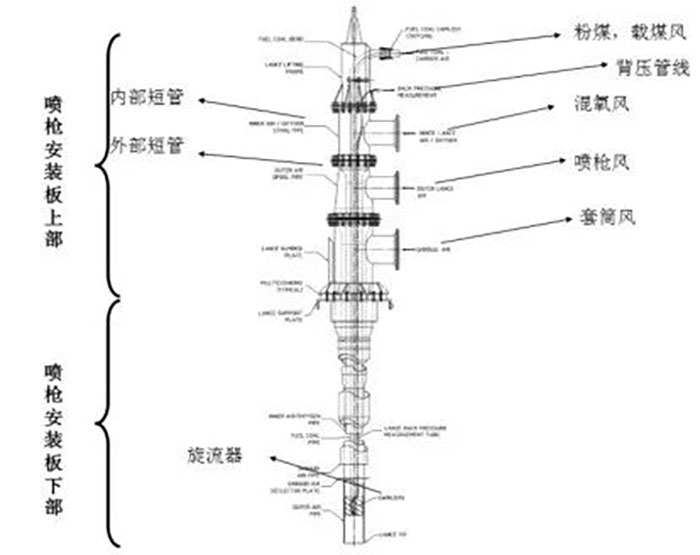
�DƬ�D8ע������ʾ��D
6������?z��)��?/div>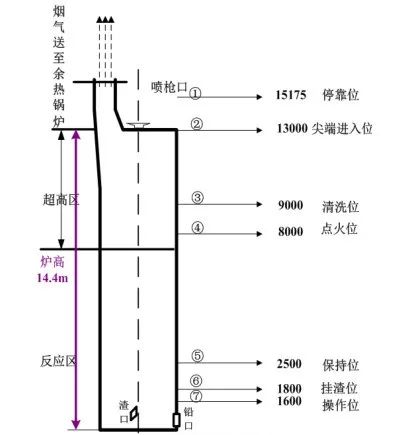
����?z��)���������У�һ��� t�r�ĺ濾���A(y��)��������������t���ٟ���Dz��������ı������t�Ӊ������ǾS����-250��50Pa���퉺���������Π���L��խ�Ƿdz���Ҫ��������������ֱ�ӛ_���t�����t����(d��o)� t�r�ć�(y��n)���g���ڵ��_(d��)�t��ǰ���L��߀���Եõ���ֵ�ȼ�����pС���M(f��i)�����쌢ʹ���p������������Ҫȼ�ρ�Դ��ʹ�ÿ՚�������ȼ�����ڠt�������^���У����������^�����ȼ�՚�������ȼ��������ʹ?f��n)t����������(qi��ng)�ȏ�С��������������ĩ�ڵ�������������ß���ġ���(bi��o)�Q�~������(sh��)���_����(y��ng)�Ɍ��t�ر�����1200��������(y��ng)�ğ�����(y��ng)�����a(b��)��t�ӵĿ������pʧ�����Рt�ӵĿ������pʧ�������U���ŷŎ��ߵğ�����
7�������
�DƬ�D9ע������λ��ʾ��D
����λ��ʾ��D��D 9 ��ʾ��
λ��1������λ��������ȫ�Ġt����s����������(n��i)����������ֹͣ���M(j��n)�И��^��(n��i)���z����
λ��2�����M(j��n)��λ�������^��λ�ڇ���������������λ��2�½��^�������_���ⲿ�՚⣨�����L(f��ng)���Ա��C�����m��(d��ng)?sh��)���s��
λ��3����ϴλ����Ҫ�������Ƴ�����(y��ng)�����ܵ�������ʣ��ȼ�Ϻ�������
λ��4���c(di��n)��λ��ͨ�뇊��ȼ��������������������λ��4�����^̎��һ��ʹ�ñ���?z��)����B(t��i)��
λ��5�鱣��λ������ʹ?f��n)t�ӾS���ڱ��֗l���µIJ����ض�������?z��)��칤���r�������S�ч�������λ��5������
λ��6�释�Rλ���NJW�t���R��Ϳ�����λ������Ҫ�Ǟ���ʹ�������������_(d��)����������Ŀ�����@�ӕ����Ӈ�����ʹ�É�����
λ��7�����λ��ָ�����ġ�����λ���������λ��6�����^��̎������λ������һ�㲻ʹ�������_(d��)��t��150�L̎��
3�����U�W˹���ؠtʹ���^���д��ڵĆ��}
1������ʹ�É������Ҳ��σr��dz����F
�W˹���ؠt���U��һ�N�ߜ؏�(qi��ng)��ұ���^�����U���и��g�ԣ�ͬ�r���Ç�ú���g(sh��)�����ٿs�̇������������Qԓ���}������ʹ�õIJ��σr��dz����F��
2������ض��^��
�@ʹ�ß����ݳ��t��(n��i)�r���y���������m���oβ�����������ؓ(f��)����
3��ұ���ضȸ�
�t���ͻ�������Ŀ����ɱ��^�ߡ�
4�����U�W˹���ؠt�İl(f��)չڅ��
1���ӏ�(qi��ng)������s�ƶ�
ͨ�^������s�����ْ������Ķ��������ӱ��o(h��)�������w��
2����(y��u)���t��(n��i)�Y(ji��)��(g��u)
��Ҫͨ�^���O(sh��)�����ȴ�ʩ����׃��������܉�E���M(j��n)��������ÑT�Գ��m���Ŵ��������m���������Ԝp�ٟ��m����
3�����M(j��n)�R���o(h��)�t�h(hu��n)��(ji��)
����������Ӂ����o(h��)�t�r��
- ��һƪ�������X�w�S��Ʒ
- ��һƪ���Ī��ʯ�u�a(ch��n)Ʒ���ܽ�B
���]��
 �ھ���ԃ(7*24)
�ھ���ԃ(7*24) �Ԓ��ԃ
�Ԓ��ԃ